Common 3D Printing Terms
The most popular file formats for 3D printing
STL (Stereolithography)
A popular format used in 3D printing that encodes 3D models as a mesh composed of triangular facets, representing the surface geometry of the object. It is widely supported by 3D printers and slicing software, but it lacks information on color, texture, and other attributes, focusing solely on the shape of the model.
3MF (3D Manufacturing Format)
A modern file format designed for 3D printing that supports a rich set of features, including color, texture, and material properties, enabling more complex and detailed models. Unlike STL, 3MF can store multiple objects, printing settings, and other metadata in a single file, making it more versatile for advanced 3D printing applications.
G-code (Geometric Code)
G-code is the programming language used to control 3D printers and CNC machines. In 3D printing, G-code is a set of instructions that tells the printer exactly how to move, where to deposit material, and how fast to print.
Models sliced with Bambu Studio can be exported in G-code, which also contains specific G-code commands that are only available for Bambu Lab printers.
Terms related to printing and hardware
Nozzle Clog
A nozzle clog occurs when the filament gets stuck inside the nozzle, blocking the flow of melted plastic. This can happen due to debris like dust and filament additive particles, improper temperature settings, or filament residue building up over time. A clogged nozzle can lead to poor print quality, inconsistent extrusion, or the printer stopping mid-print.

Filament Sensor
This sensor detects the presence or absence of filament to pause the printer if the filament runs out, breaks, or jams, preventing the printer from continuing without material and ruining the print. Once a new filament is loaded, the printer can resume from where it left off, saving time and material.
For the A1, this sensor is located in the Filament Sensor base, which connects to the Filament Hub.
Bed Leveling

The process of probing the surface of the build plate to generate a surface map in the printer’s software to compensate for any unevenness on the bed by adjusting the nozzle height dynamically.
Terms related to Slicer Software and Print Quality
Slicing
The process of converting a 3D model into thin horizontal layers and generating a file with precise instructions for the printer. It defines how the printer will build the object, controlling settings like layer height, infill, and print speed for optimal results. The software is called a Slicer, with Bambu Studio being the slicer for Bambu Lab 3D printers.
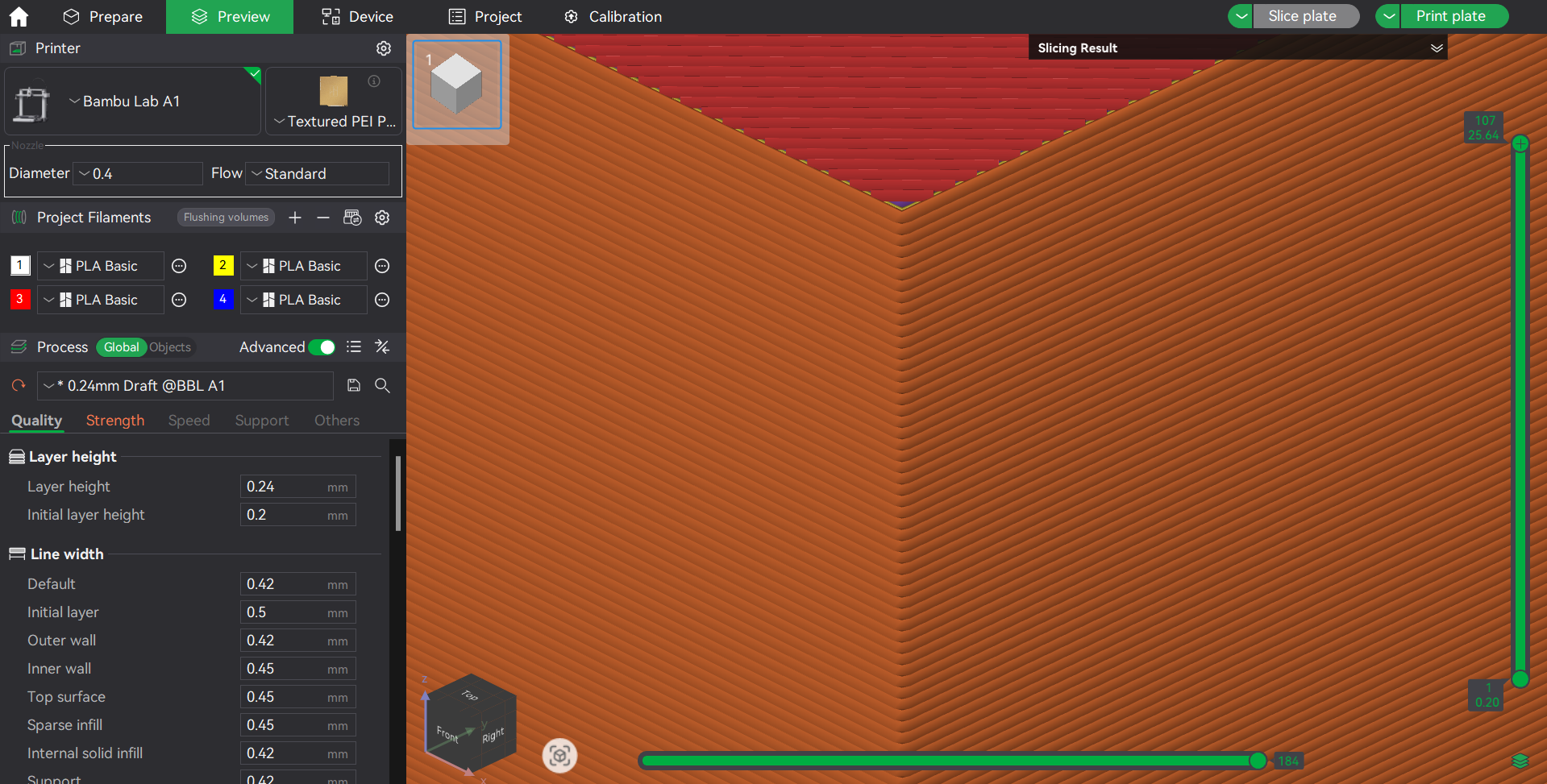
Layer height
The thickness of each layer of filament deposited during the printing process, typically measured in millimeters. A smaller layer height results in finer detail and smoother surfaces but increases print time, while a larger layer height could speed up printing but may sacrifice some detail and finish quality.
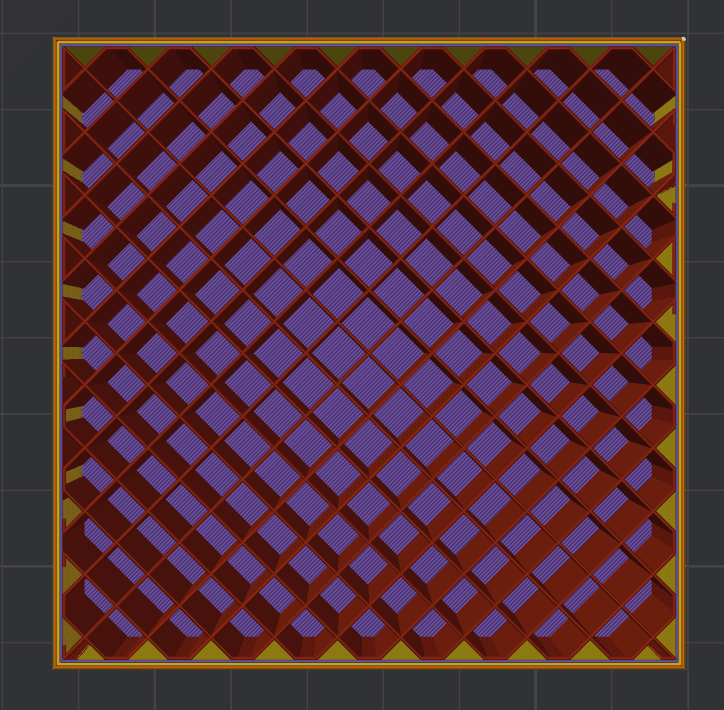
Infill
The internal structure of a printed object, which provides strength and support while reducing material usage, is typically described by density percentage and pattern type. Generally, with a higher infill percentage, you can get increased strength of the model printed.
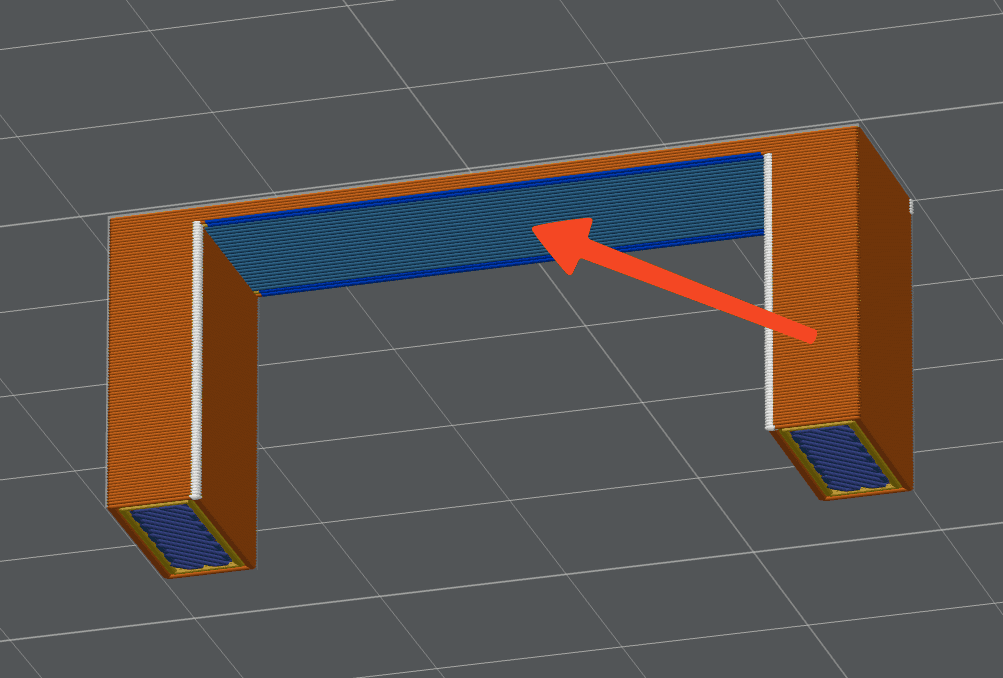
Bridging
The process of creating a horizontal span between two points without support material, where the filament is extruded across gaps to form a solid layer. This usually happens when the model has flat bottom surfaces raised above the print bed, just like the bottom surface of a bridge’s deck.
Overhangs
Portions of a model that extend outward horizontally without support directly beneath them, typically angled more than 45 degrees from the vertical. Proper design and printing techniques are needed to manage overhangs, as excessive angles can lead to sagging or failure during printing without additional support structures.
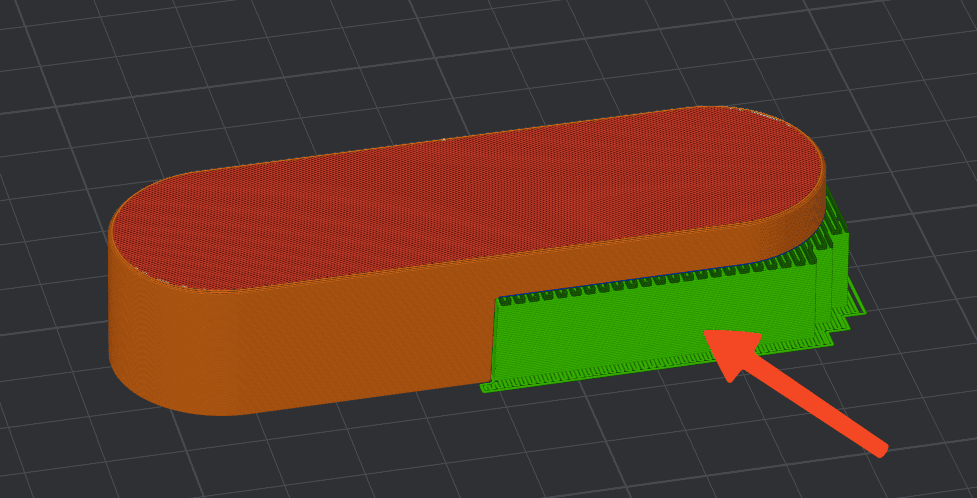
Support
Temporary elements added during the slicing process help support overhanging features of a model that could not be printed otherwise. These are especially important for overhangs or bridges, where layers of the material need to be deposited without collapsing due to gravity.
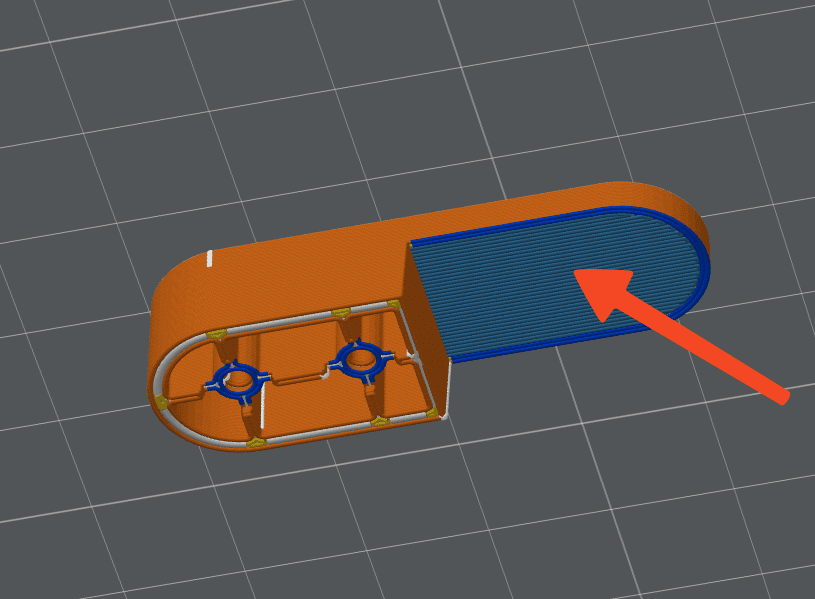
Seam
The visible line or mark on the surface of a model that represents the starting point of each layer. It occurs because each layer of a model printed on an FDM printer is composed of patterned lines, and each line needs to start and end somewhere. The seam can appear as a slight bulge, a rough spot, or an irregular line, depending on the slicer settings and print quality.
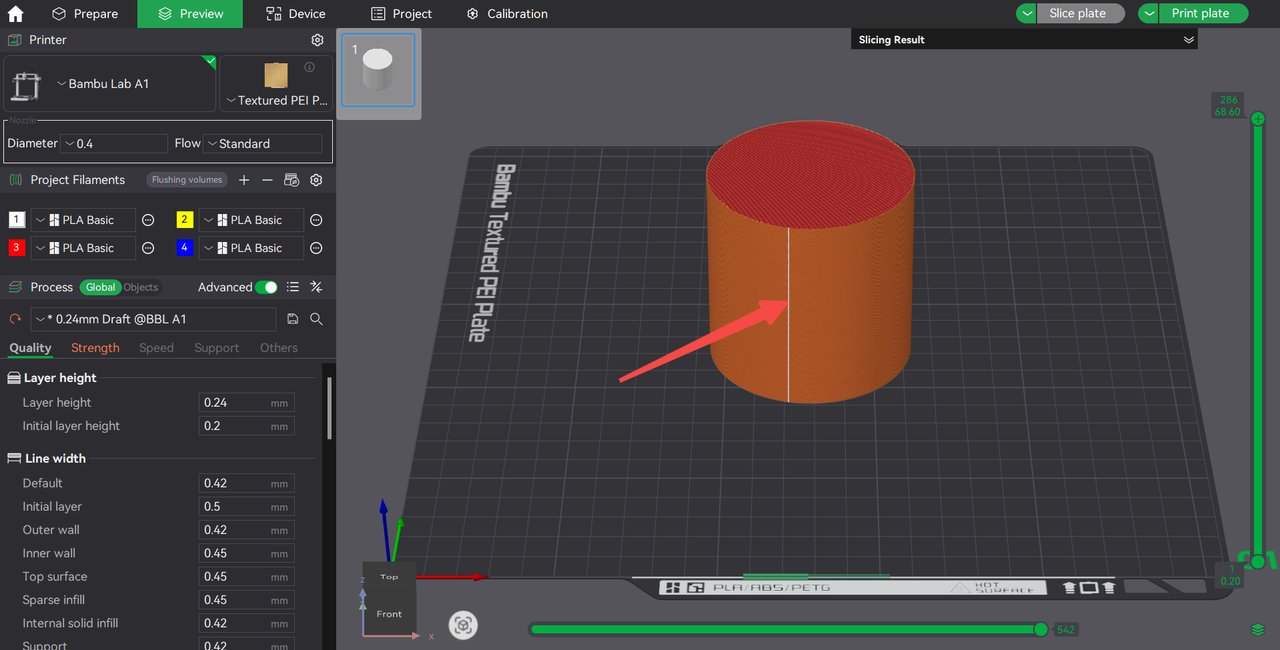
Seams are most noticeable on cylindrical or curved prints where layer changes align vertically. When the Vase Mode option is used, the seam can be completely removed as the model is printed with a single continuous line. The downside is that not all models are compatible with this option, and the model will only have a single wall printed.
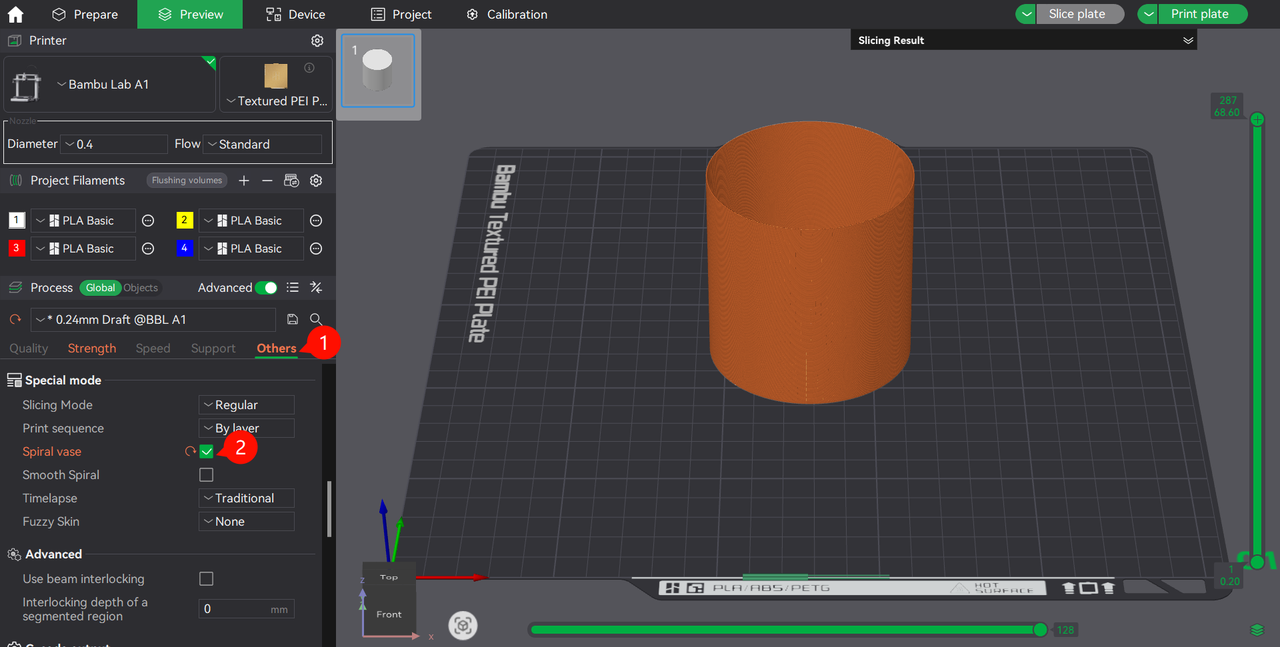
To reduce their visibility, different Bambu Studio settings can be used to align it or hide it better by manually placing it in a less visible position.
Post-processing techniques such as sanding or smoothing can also be used to remove the seam and make it less visible.
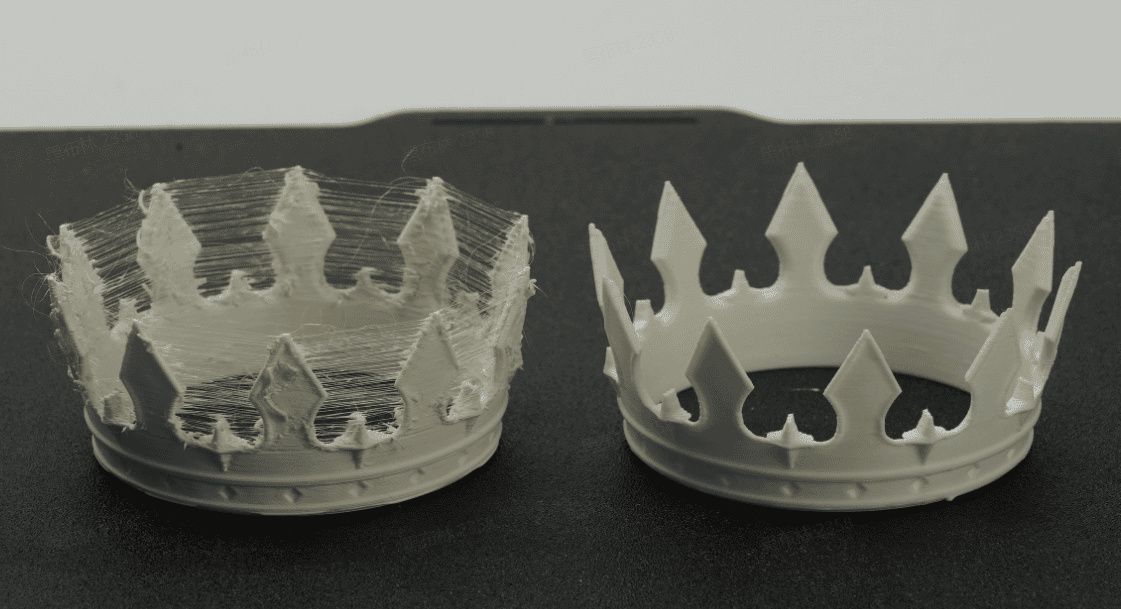
Stringing
Unwanted thin strands of filament that can occur between different parts of a print when the nozzle moves. It typically happens due to improper retraction settings, excessive nozzle temperature, or inadequate cooling, and can detract from the overall appearance and quality of the printed object.
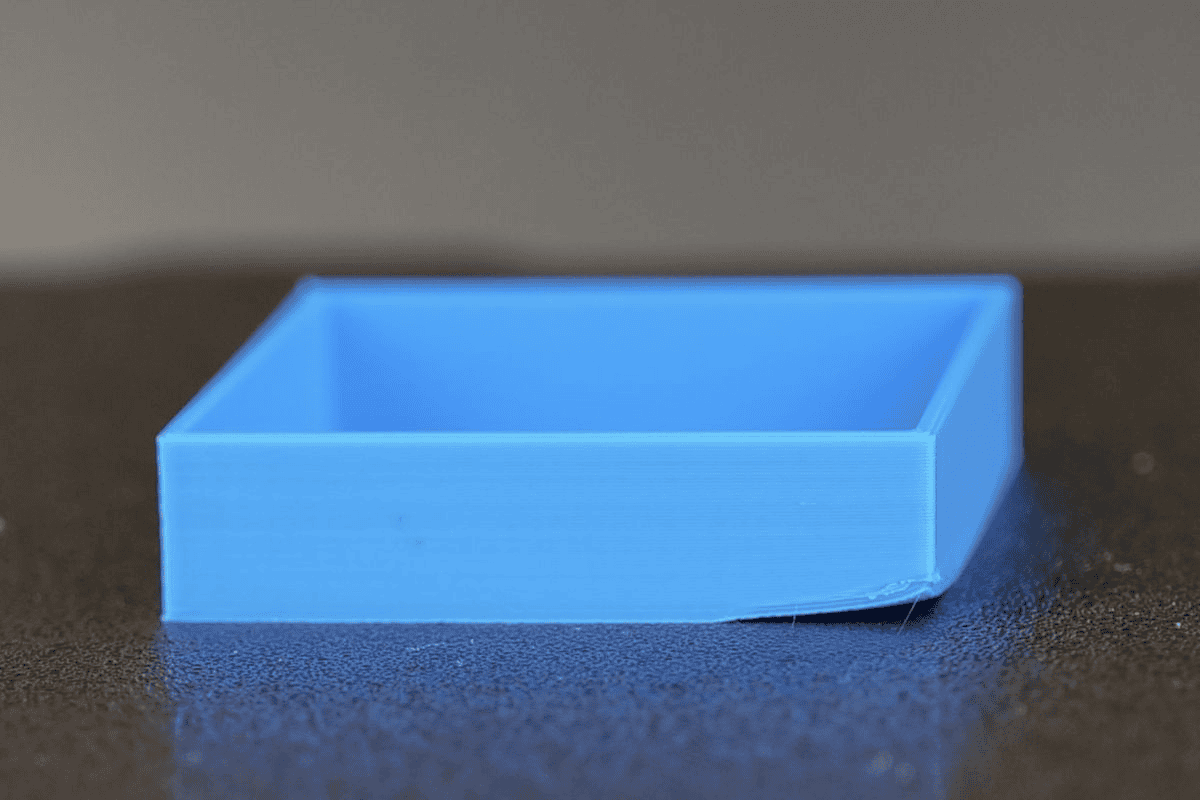
Warping
The deformation of a printed object, often occurring when the material cools unevenly and shrinks, causing corners or edges to lift away from the build plate. This can lead to poor adhesion, misalignment, and ultimately failed prints, making it essential to manage print temperature, bed adhesion, and material properties to minimize warping.
In the example below, the warping effect can be seen on the corner of the model.
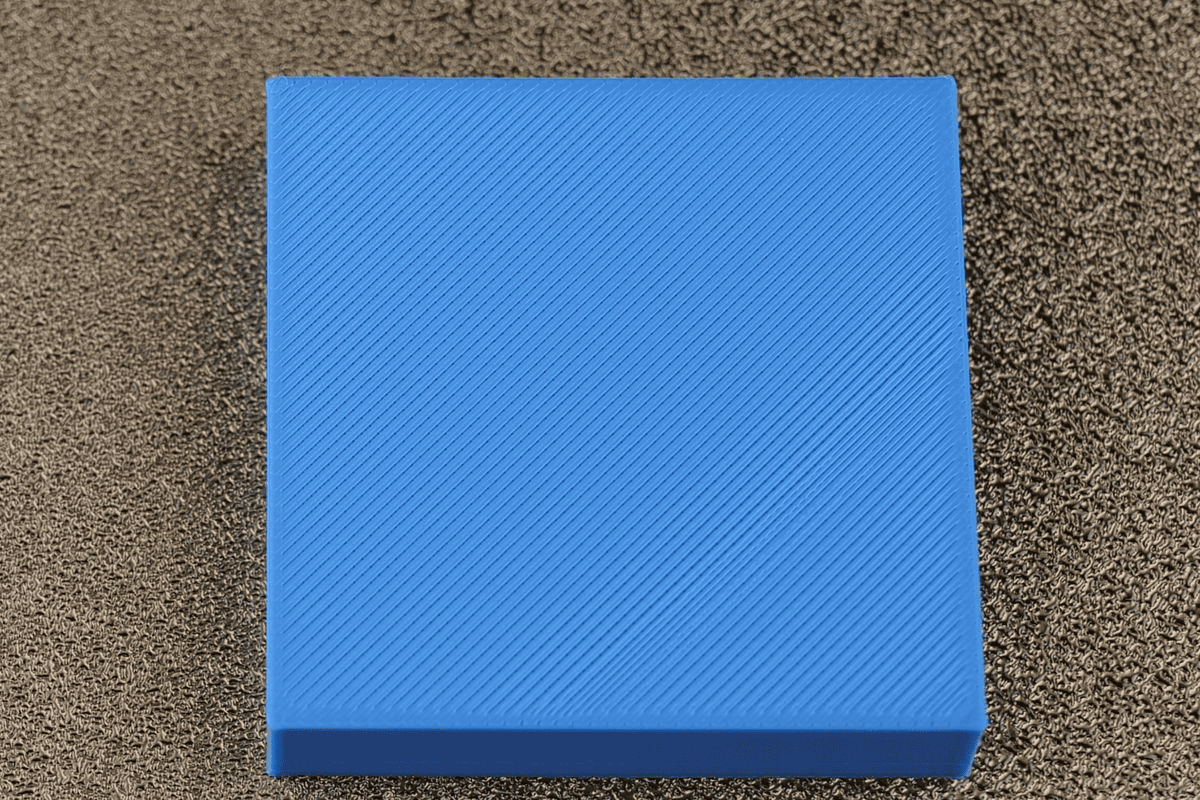
Under-extrusion
A phenomenon thatoccurs when the printer fails to deliver enough filament to the nozzle, resulting in gaps, weak layers, or incomplete sections in the printed object. This issue can be caused by factors such as insufficient extruder grip, a clogged nozzle, incorrect temperature settings, or problems with the filament itself.
In the example below, the under-extrusion effect can be seen on top of the model surface.
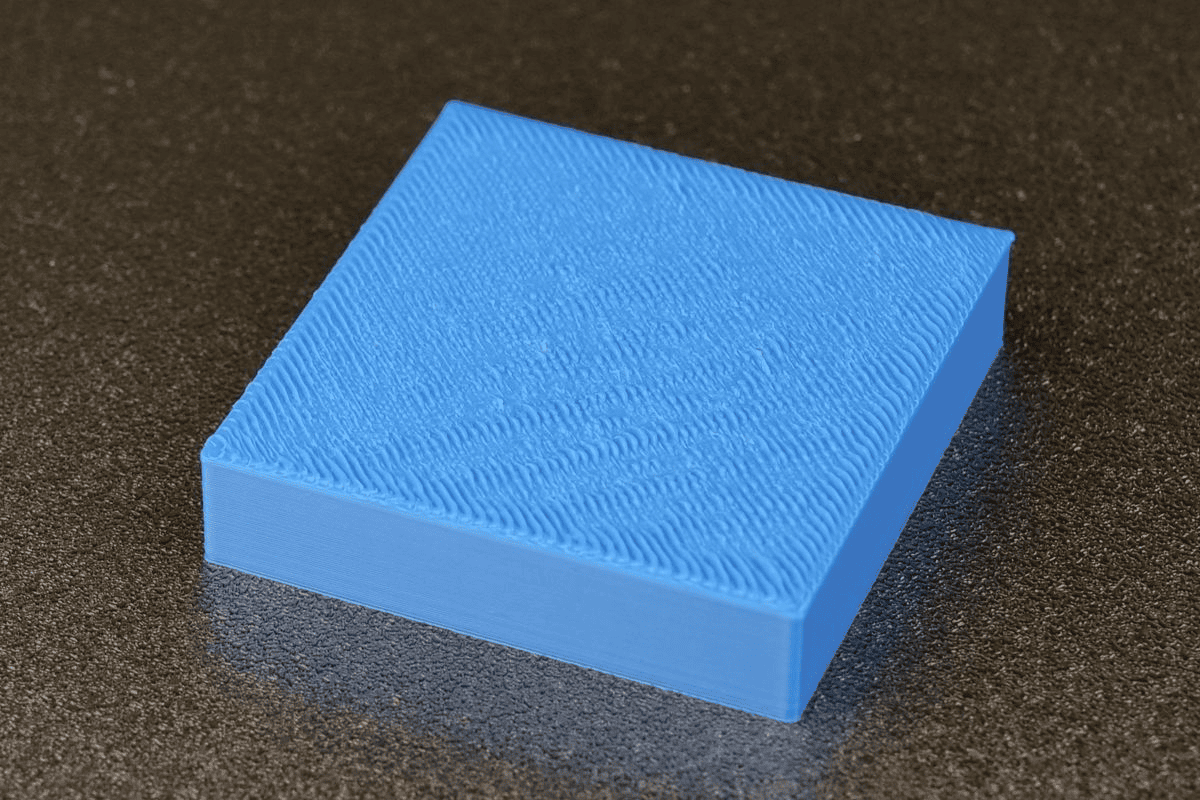
Over-extrusion
A phenomenon that occurs when too much filament is extruded from the nozzle, leading to excessive material deposition and resulting in issues like blobbing, stringing, and loss of detail on the printed object. This problem can arise from incorrect settings such as an overly high flow rate, improper calibration of the extruder, or using filament that is too large for the nozzle.
In the example below, the over-extrusion effect can be seen on top of the model surface.
To learn more, check out our Glossary on the Bambu Lab Wiki