Extrusion Calibration: How and When to do it?
What is Extrusion Calibration?
Extrusion calibration for a 3D printer like the Bambu Lab X1C is the process of adjusting how much filament the printer extrudes to match what your print settings expect. Think of it like tuning a musical instrument: you want the exact amount of filament to flow through the nozzle – not too much, not too little – to get perfect prints. This ensures:
- Strong layers that stick together well.
- Accurate dimensions, so parts fit as designed.
- Smooth surfaces without blobs, gaps, or rough textures.
Without calibration, you might see issues like over-extrusion (too much filament, causing bulges or stringy prints) or under-extrusion (too little filament, leading to weak or incomplete prints).
Why Does Extrusion Calibration Matter for the X1C?
The Bambu Lab X1C is a high-precision printer, and even small errors in filament flow can affect your results. Here’s why calibration is important:
- Pre-Calibrated Profiles: If you use Bambu Lab filaments, the default profile settings in Bambu Studio are already tuned for those specific filaments. These profiles usually work great out of the box and they use a value which should cover all colors and potential changes in the filament (for example, moisture).
- Generic or Third-Party Filaments: If you’re using other brands or types of filament (e.g., a random spool of PLA or PETG), the default “generic” profiles in Bambu Studio are a good starting point but might not be perfect. Filaments vary slightly in diameter, material properties, or how they melt, which can lead to inconsistent results.
Flow Dynamics
Flow Dynamics (also known as Pressure Advance of Linear Advance) is a feature in 3D printing firmware that compensates for the lag in extrusion pressure to improve print quality, especially at higher speeds. When filament is extruded, it takes time for the pressure in the nozzle to build up to a level where plastic flows consistently.
During acceleration, this lag can cause underextrusion, resulting in gaps or thin lines. Conversely, when decelerating, the residual pressure causes excess filament to ooze out, leading to blobs or stringing. These issues worsen with faster print speeds.
Flow Dynamics counter these effects by preemptively adjusting the filament flow:
- During acceleration, the Flow Dynamics algorithm increases the extrusion rate slightly to build pressure faster, reducing underextrusion.
- During deceleration, the Flow Dynamics algorithm reduces or reverses the filament flow (similar to a mini-retraction) to relieve built-up pressure, preventing oozing.
This results in cleaner corners, sharper details, and more consistent extrusion, especially in complex prints with frequent speed changes.
Here’s an example in simpler terms: Imagine you’re squeezing a tube of toothpaste to draw a straight line on a plate. When you start squeezing, it takes a second for the toothpaste to come out smoothly, so the line might be too thin at first. When you stop squeezing, a little extra toothpaste oozes out, making a blob at the end.
Now, think of Flow Dynamics as a smart helper who knows exactly how hard to squeeze. When you start, the helper pushes a bit harder to get the toothpaste out right away, so the line starts nice and even. When you’re about to stop, the helper pulls back a little early to stop the extra toothpaste from blobbing out.
How to calibrate Flow Dynamics for the X1C?
Before you start, make sure your plate is installed on the printer and has been thoroughly cleaned to ensure good adhesion. It’s recommended to do this calibration procedure on a smooth plate, like the Smooth PEI plate, but it can also be done on the Textured PEI plate. In this example we will use the Smooth PEI Plate as the results can be evaluated easier with a dark backgroud.
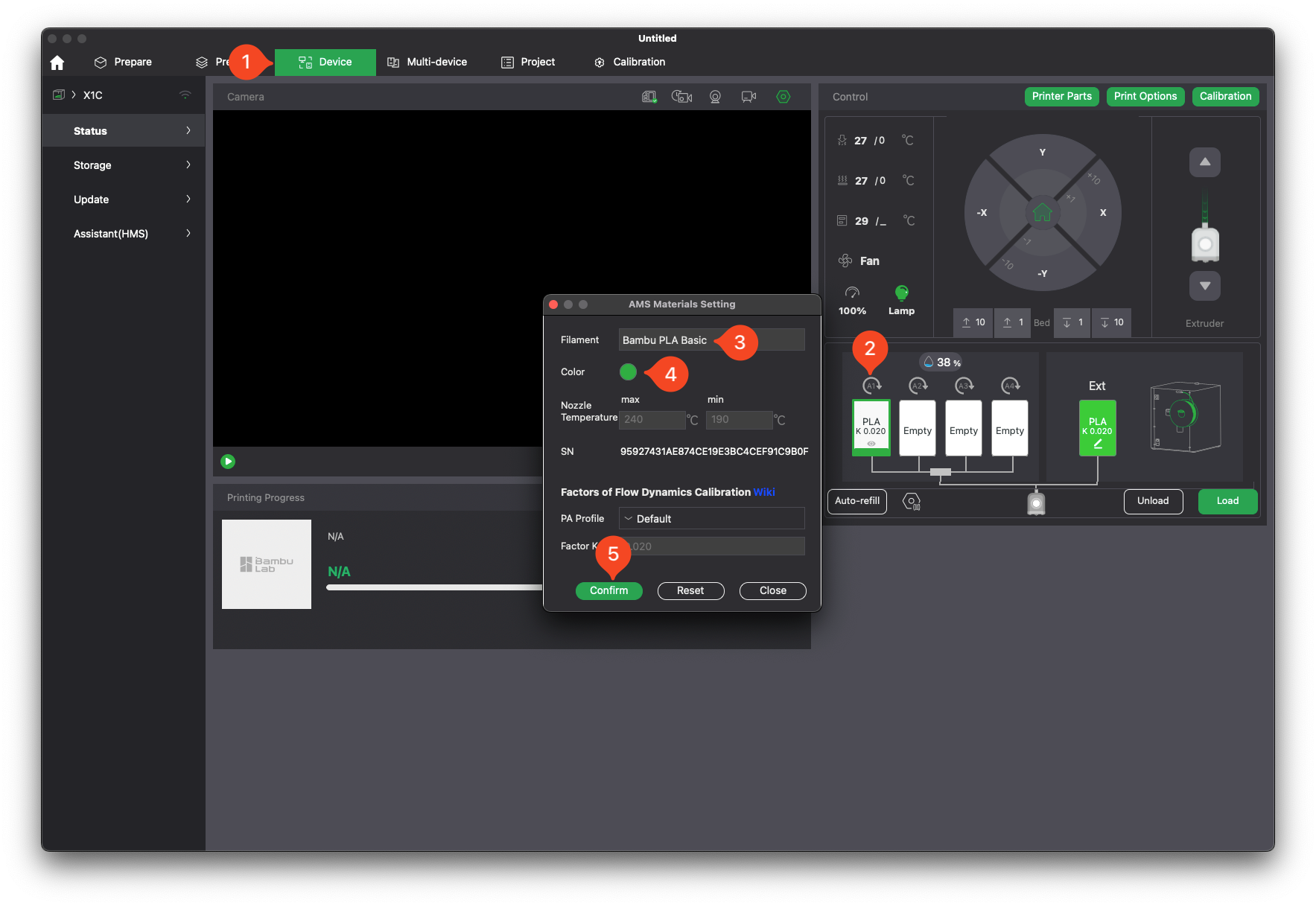
To calibrate Flow Dynamics, Open Bambu Studio, and ensure the filament is correctly configured in the settings. For this example, we will use Green Bambu Lab PLA Basic printed from the spool holder. Go into the Device tab, select the type and color of the filament, then confirm it.
If you haven’t already, load the filament to the printer. The loading process will also allow you to select the filament type.
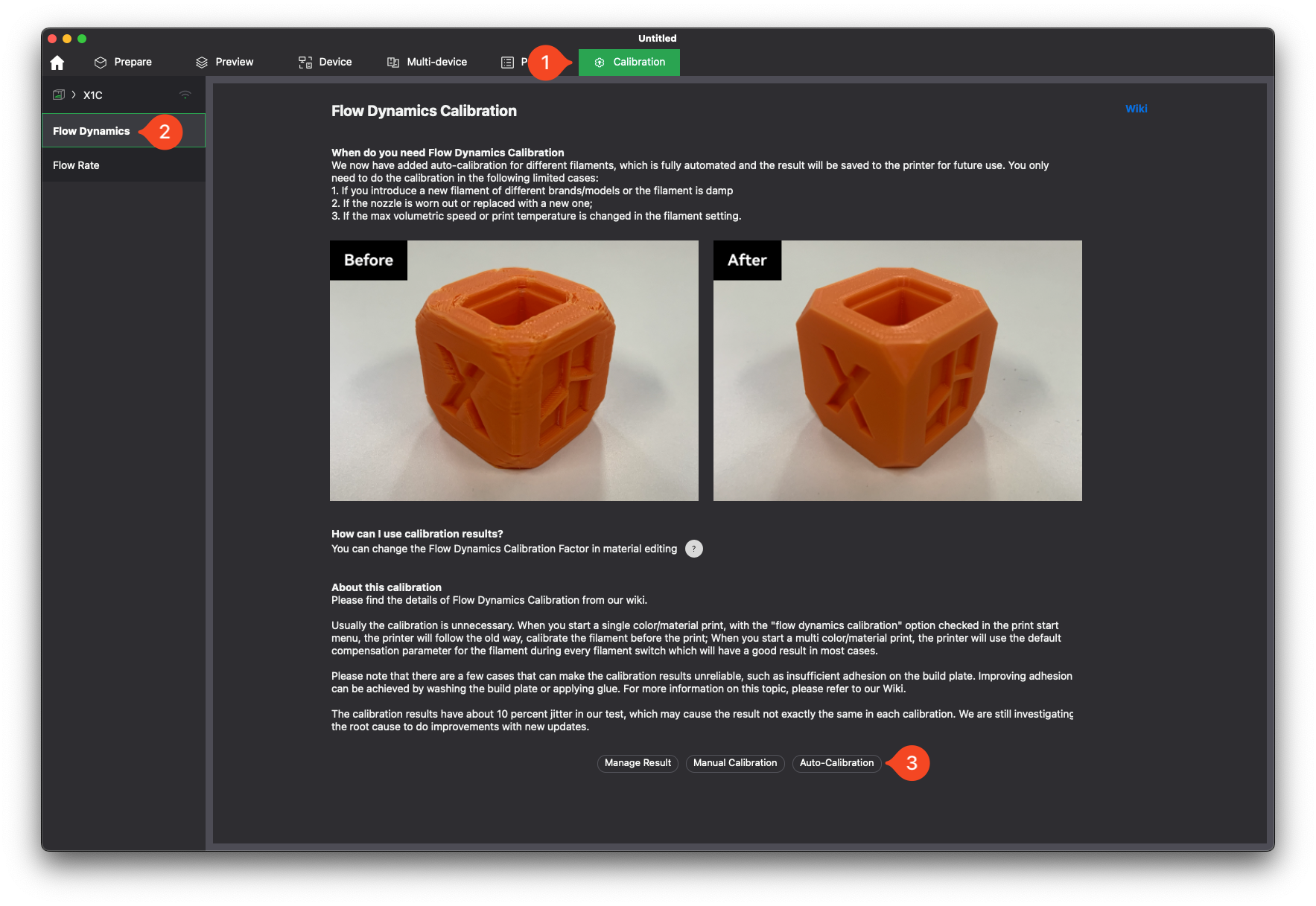
Next, navigate to the Calibration tab, select Flow Dynamics, then click on Auto-Calibration.
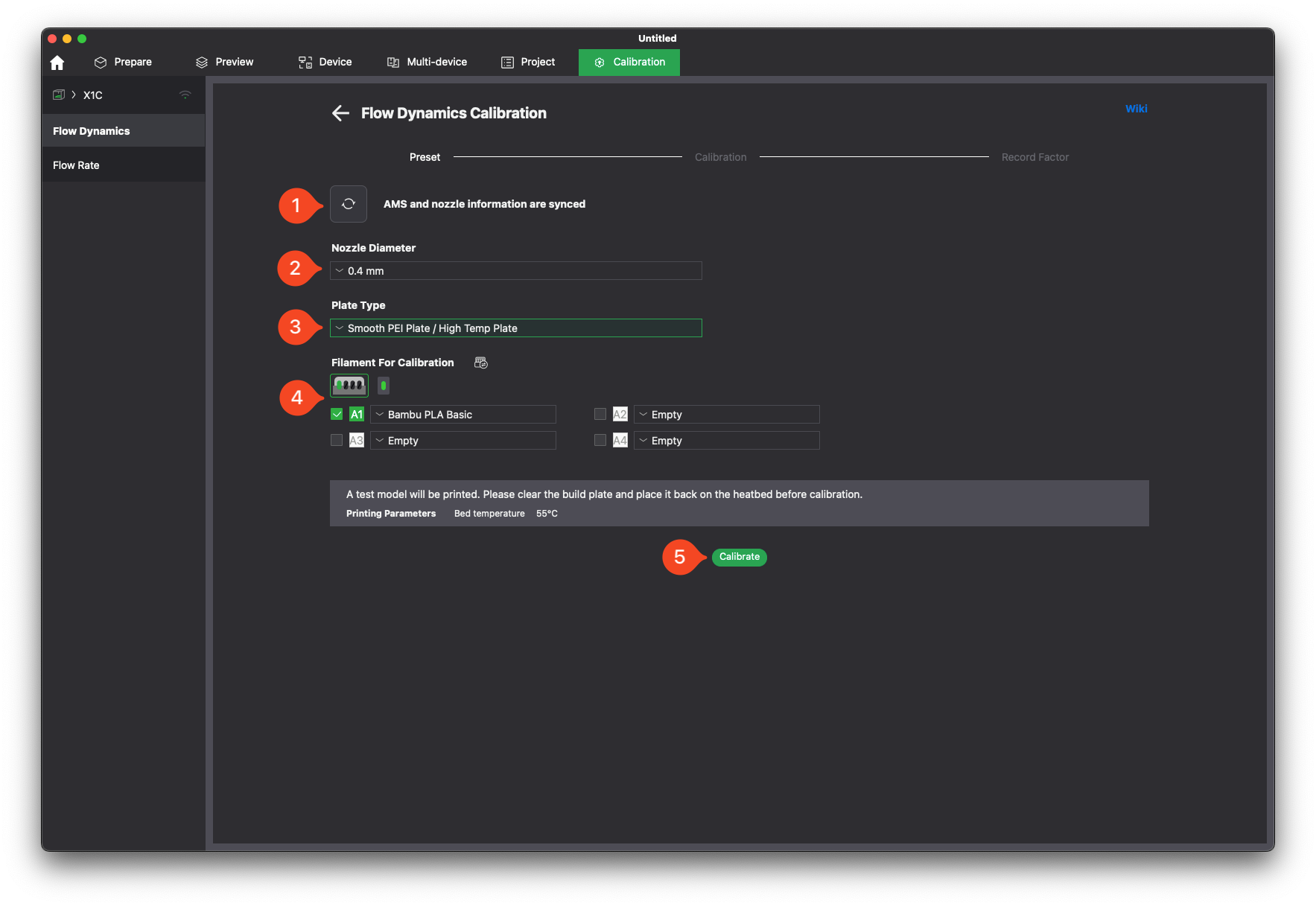
The next step in the calibration process will ask for the following steps:
- Click the Sync button to synchronize the information for the printer.
- Select the Nozzle Diameter installed on the printer, in our case 0.4mm.
- Select the Plate Type, in our case the Smooth PEI Plate.
- Select the Filament For Calibration. It should be automatically detected based on the configuration done in the previous step. In our case, we will use the spool in the first slot from the AMS.
- Click Calibrate.
Once you click Calibrate, the printer will begin calibrating the filament after the pre-print process is completed. You just need to wait for the printer to finish the print job, then move to the next step. The pattern will be similar to the one shown in the image.
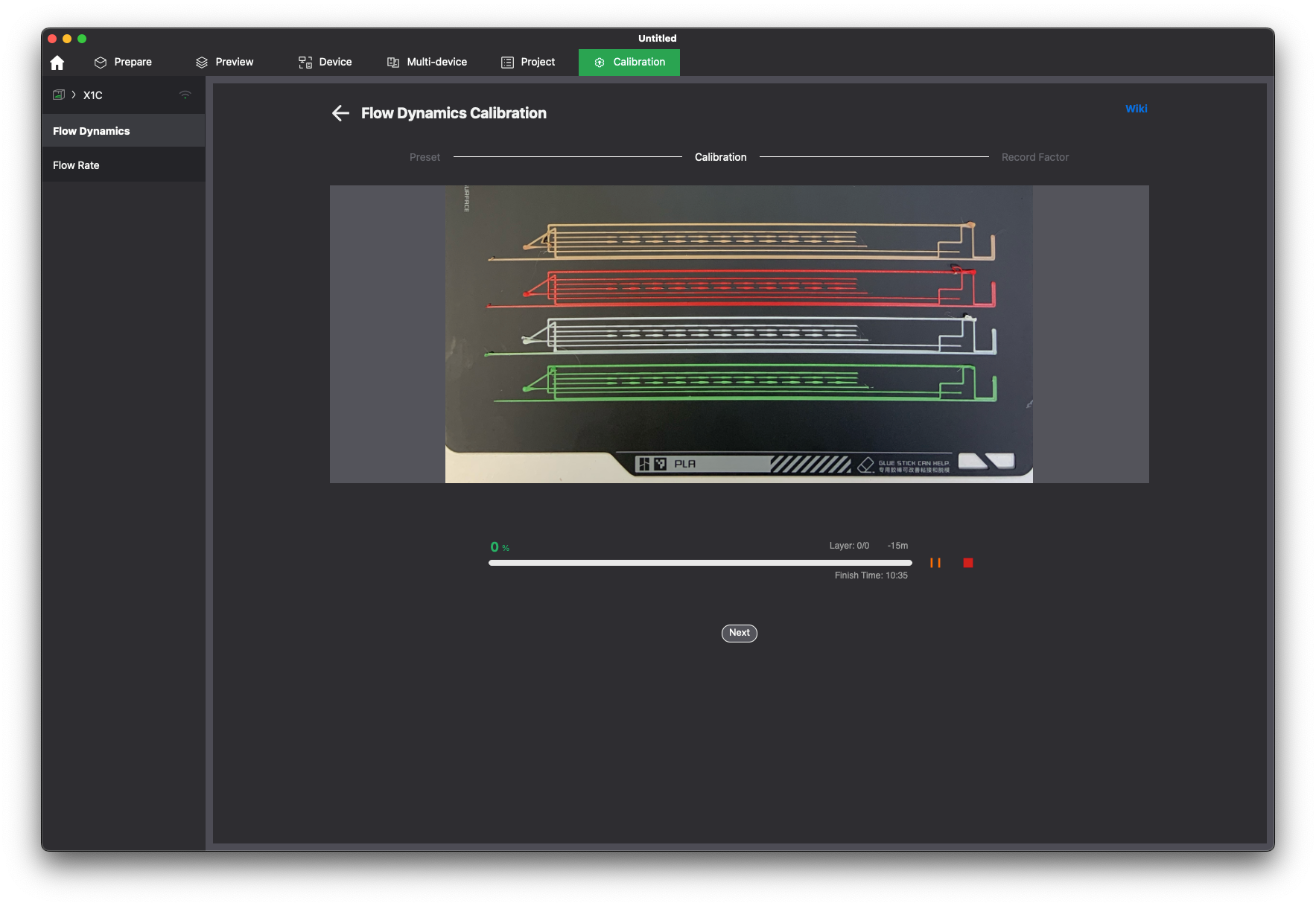
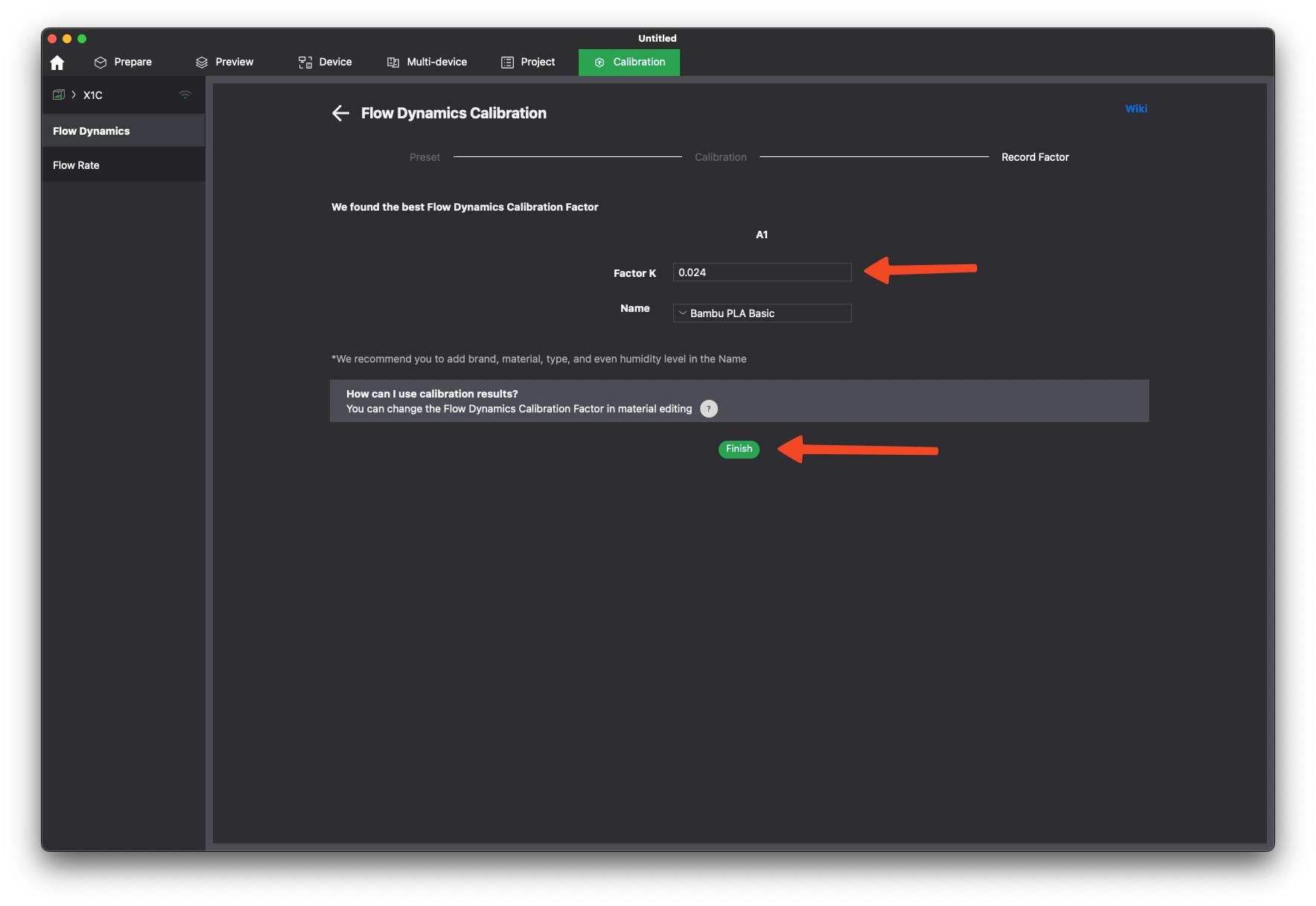
This is the printed calibration pattern when a single filament is calibrated.

Now that the pattern is successfully printed, the auto-calibrated value is displayed. All that’s left to do is to click Finish to save it.
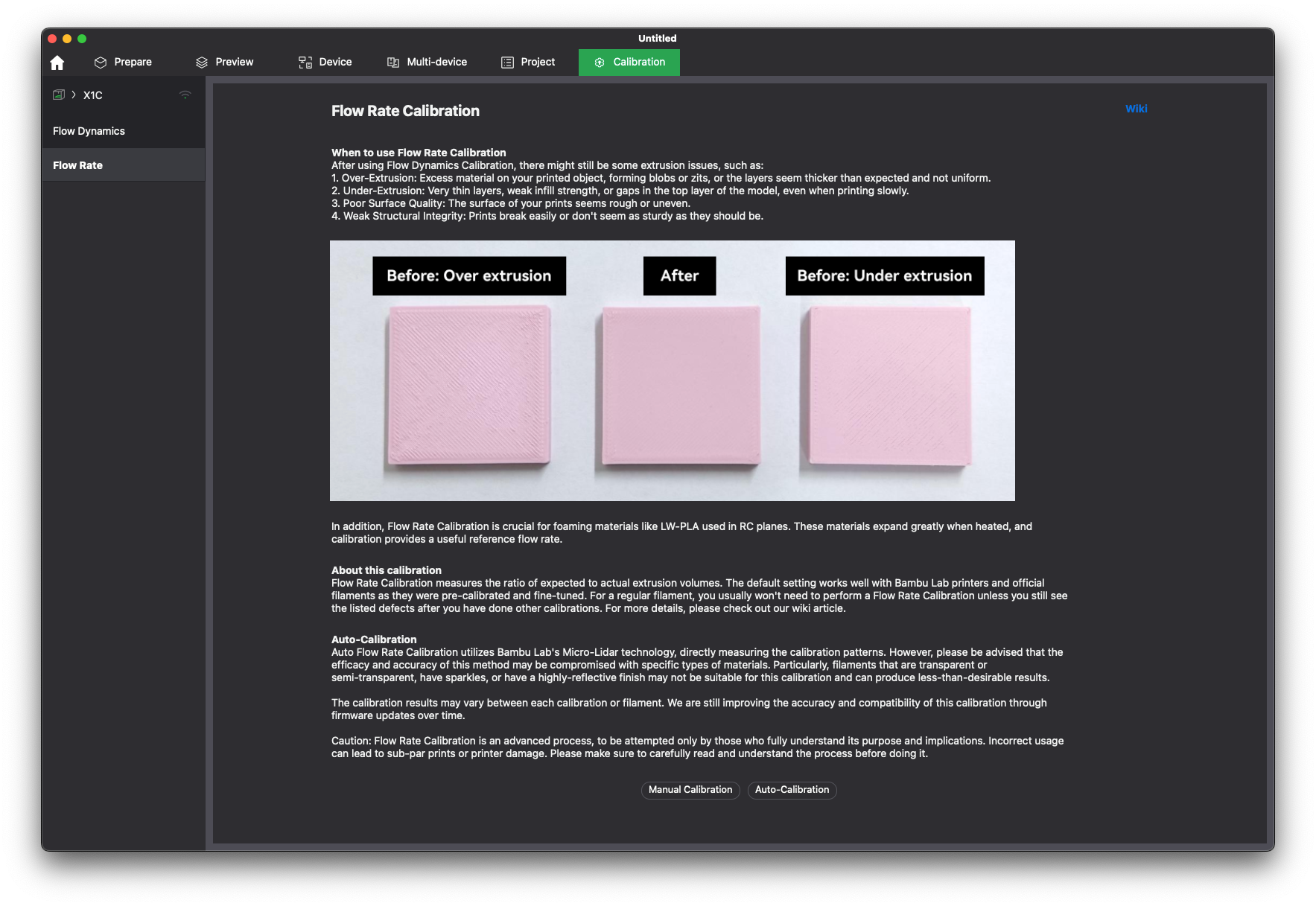
Flow Rate
Flow Rate is how much filament the printer’s extruder pushes out of the nozzle, measured as a percentage or multiplier of the default amount. It controls the thickness of the extruded plastic. Adjusting it fine-tunes print quality. If the Flow Rate is too high, it causes overextrusion (blobs or lines which overlap too much), and if it’s too low, it causes underextrusion (gaps in the printed lines).
Different 3D printing filaments require different flow rates due to varying viscosity and melting points. PLA flows easily, ABS and nylon are slightly thicker, PETG is sticky, TPU is flexible and viscous, polycarbonate is tough, and composites can be abrasive. Flow rates must match each filament’s properties to ensure smooth extrusion for the expected print quality.
To use the same example as above, the flow rate can be compared to how fast or slow the toothpaste comes out. If you gently squeeze the tube, the line is thin and neat. If you squeeze too hard, the line gets thick and messy.
How to calibrate Flow Rate for the X1C?
The Flow Rate calibration is done after the Flow Dynamics has been performed, the plate has been cleaned and installed back on the printer. Simply navigate to the Flow Rate tab, then click on Auto-Calibration.
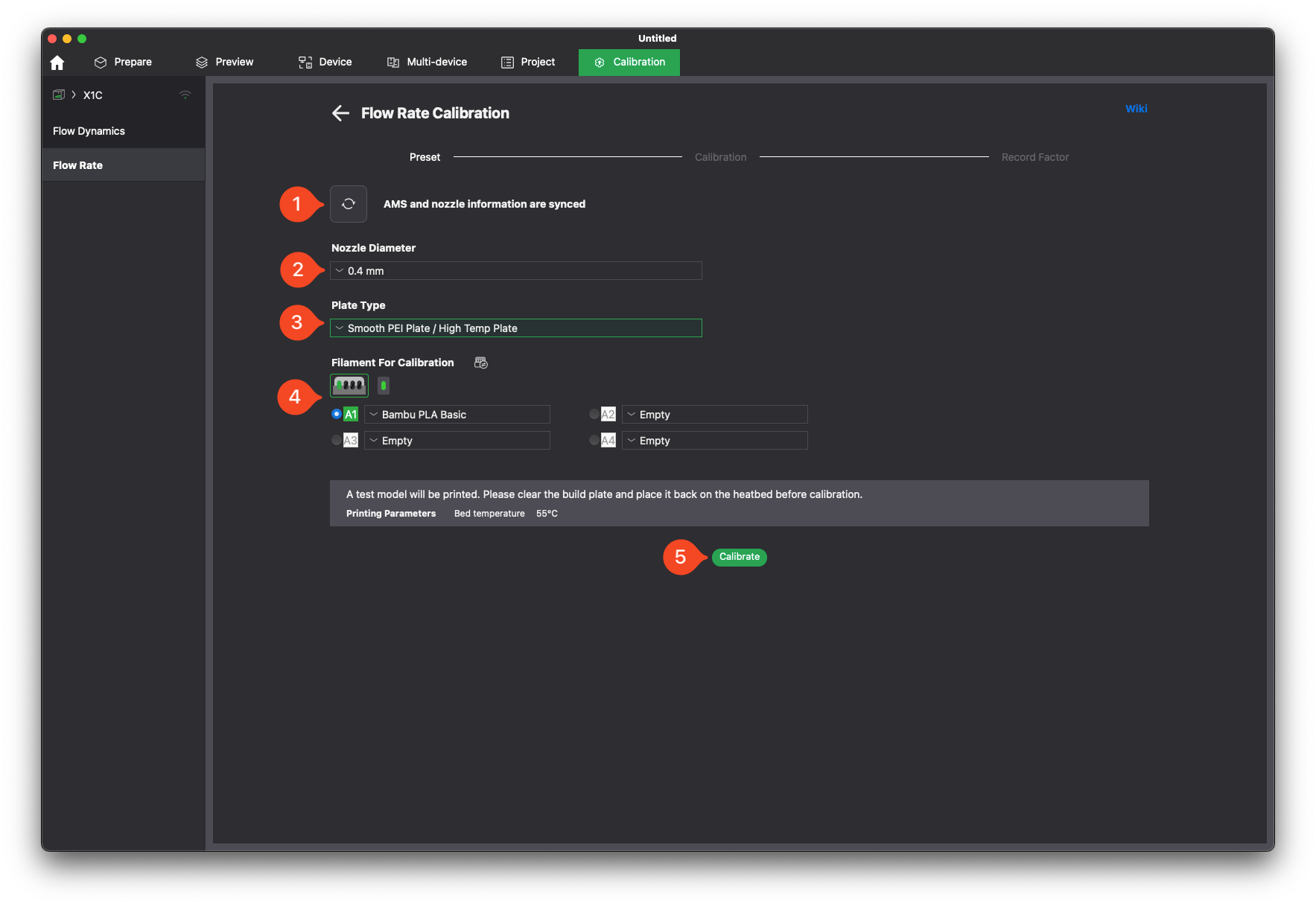
The next step in the calibration process will ask for the following steps:
- Click the sync button to synchronize the information for the printer.
- Select the nozzle installed on the printer, in our case 0.4mm.
- Select the Plate Type, in our case the Smooth PEI Plate.
- Select the filament for calibration. It should be automatically detected based on the configuration done in the previous step. In our case we use the Green Bambu PLA Basic from the first slot of the AMS.
- Click Calibrate.
The print task will be sent to the printer and all you need to do is to wait for it to be completed. The printer will automatically scan the printed model to calculate the calibrated values.
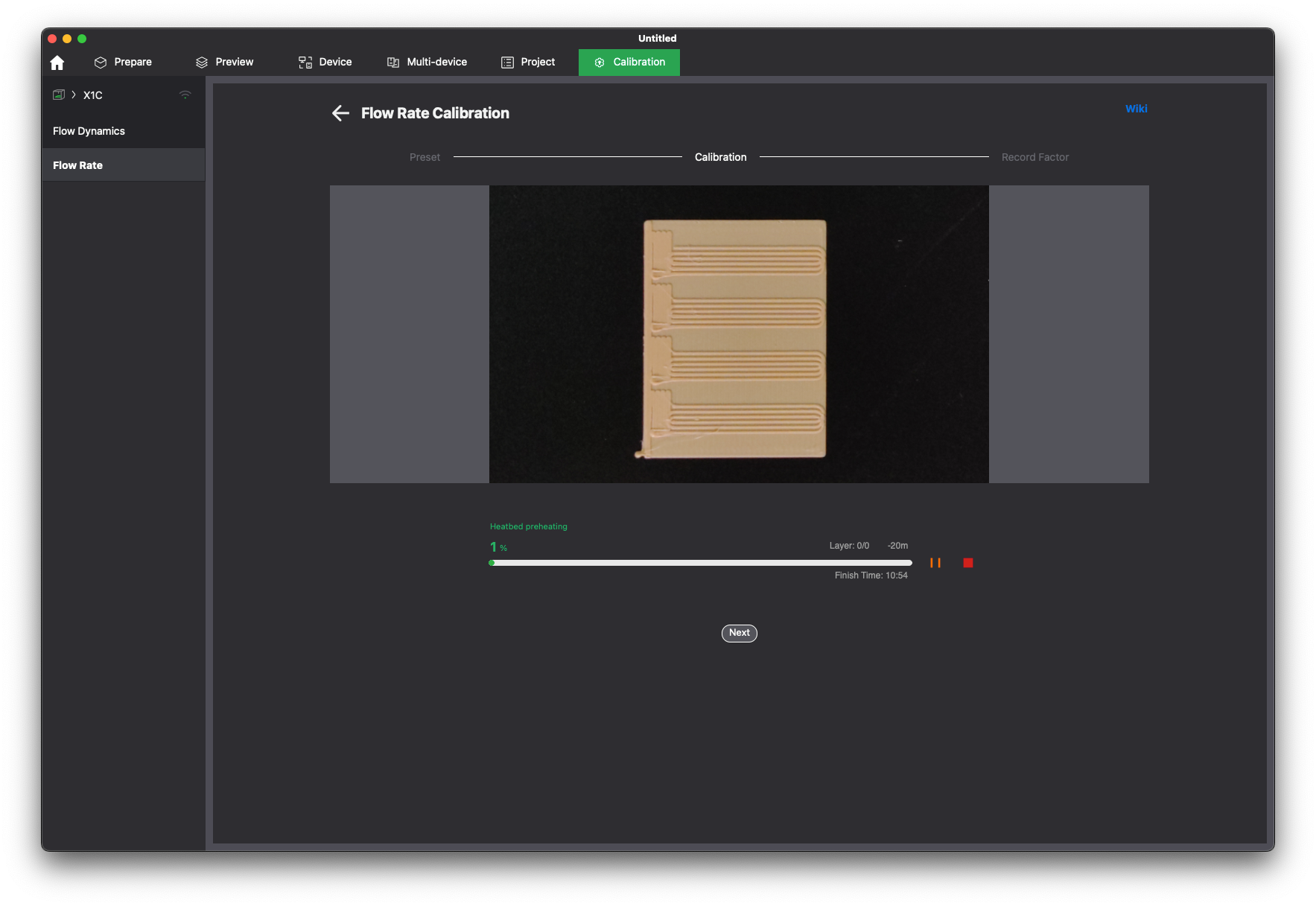
This is how the Automated Flow Rate Calibration pattern looks like:
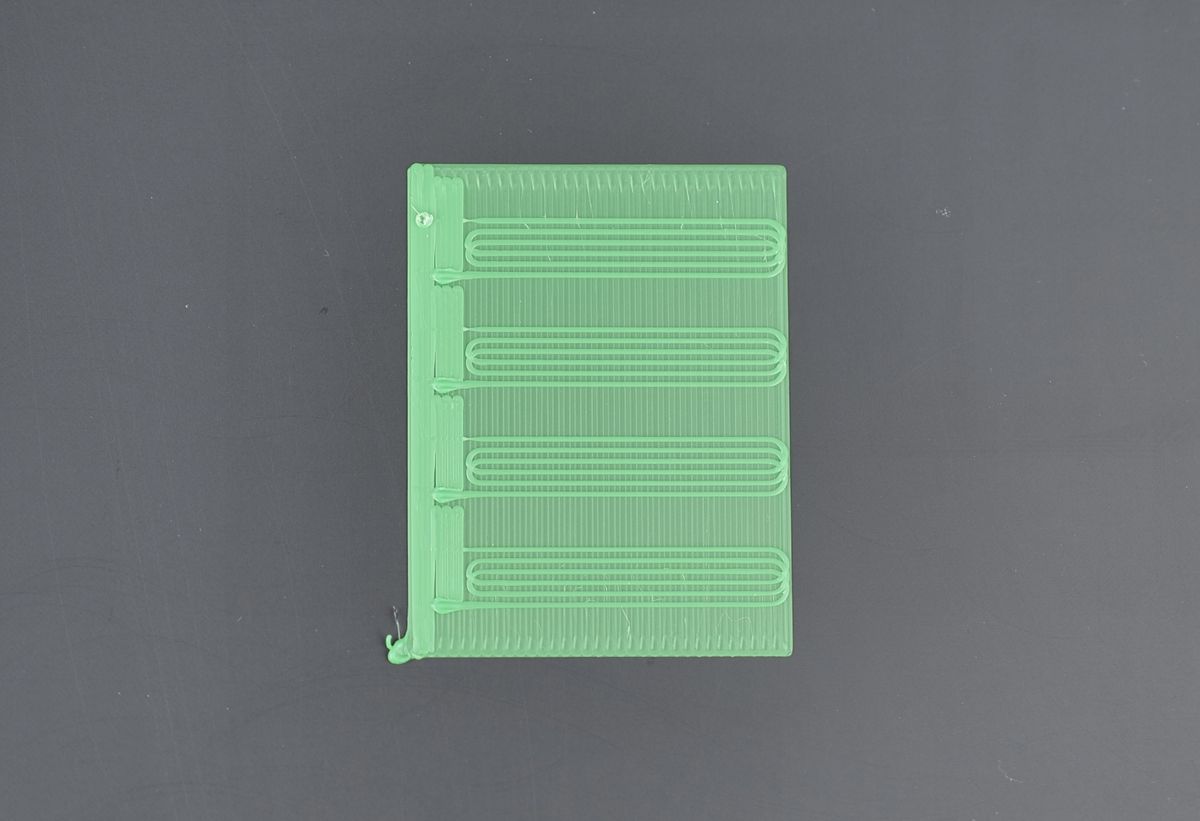
After the calibration is done, you will get the option to save the calibrated value.
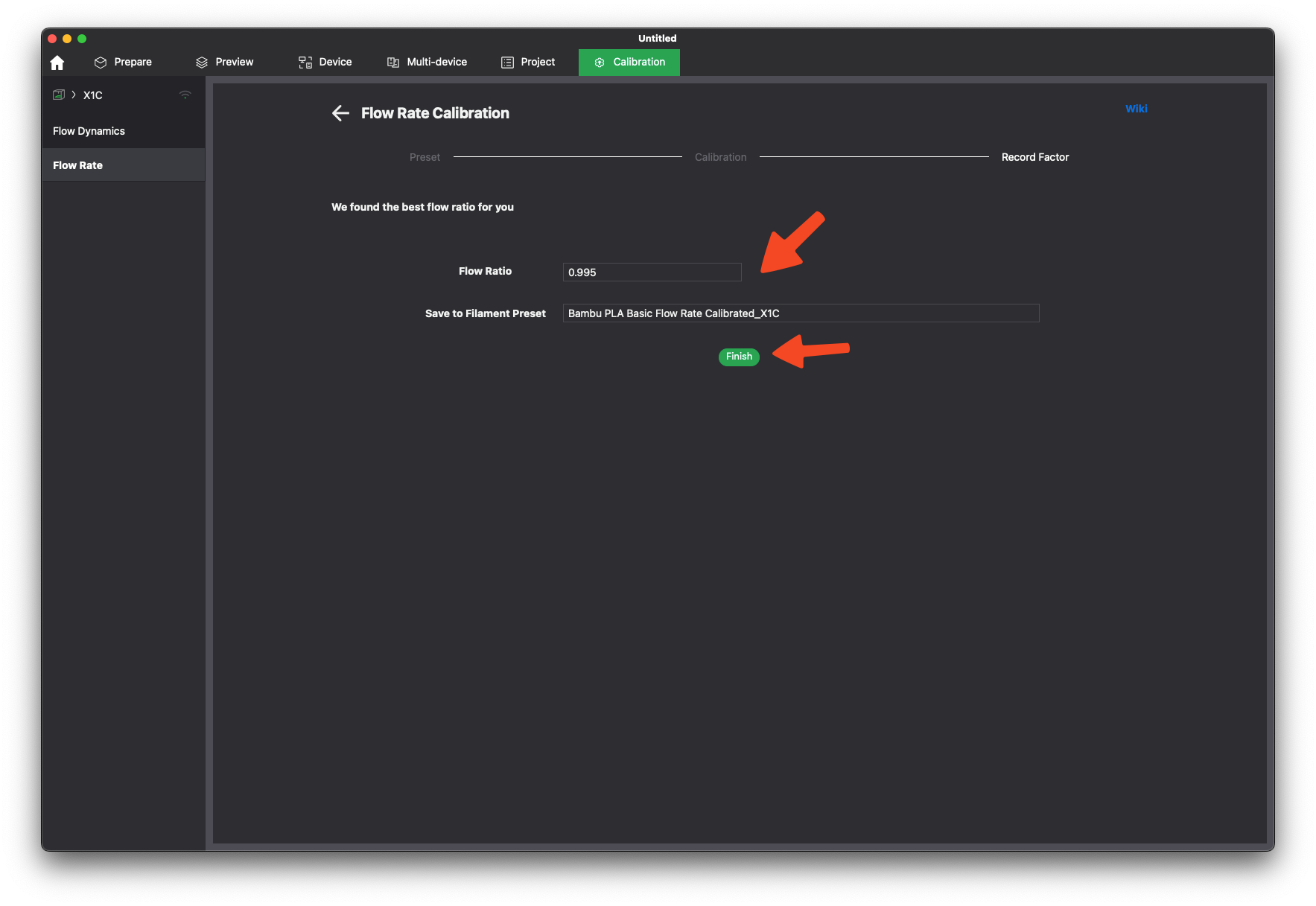
That’s it! Simple, right?
Important Notes
When considering the Flow Dynamics and Flow Rate calibration, it’s critical to pay close attention to the following details to achieve optimal results:
- For the most accurate calibration results, ensure the filament is thoroughly dried before beginning the calibration process and remains dry afterward. Variations in filament humidity, even after calibration, can have a small impact on the consistency and reliability of the results.
- Always verify that the hotend is clean, both internally and externally, before proceeding with calibration. If you observe a decline in print quality (such as under-extrusion, over-extrusion, or minor stringing) it’s advisable to perform several cold pulls for the nozzle to clear any potential partial clogs that could interfere with smooth filament extrusion. Alternatively, using a new nozzle can confirm if the issue is related to the nozzle, or to calibration.
- Ensure the extruder is clean, to prevent issues caused by contaminants. Small particles, such as filament dust or residue buildup on the gears, can compromise extrusion quality. If you notice any changes in print quality, prioritize cleaning the extruder and nozzle before considering recalibration to ensure consistent results.
- Avoid calibrating with a dirty extruder or a nozzle that is partially clogged, as these conditions can significantly skew the calibration process, leading to unreliable and inaccurate results.
- The build plate needs to be washed before starting the process, to ensure the printed models will adhere as expected, as it can impact the calibration result if the first layer is not attached well to the plate.